Some companies have specific needs in terms of conveyors, and thus need to install appropriate conveyor solutions in their warehouses to respond to the logistical challenges they face. Companies working in the bottling sector, for example, have to deal with very demanding logistical constraints in the handling of their products. To guarantee optimum safe transport for their products, they need an industrial handling system suited to their needs.
With a belt structure ideal for carrying bottles, or in general any products accumulated in the production chain, slat band chain conveyors are conveying systems used in many activity sectors.

BENNE S.A., an Expert in Designing Chain Pallet Conveyors
BENNE S.A. offers its expertise in manufacturing conveyor solutions tailored to the specific needs of your business by providing a variety of chain pallet conveyor models. Designed and delivered in acetal, stainless steel, or steel, our chain pallet conveyors come in two distinct yet complementary models:
- Straight Chain Pallet Conveyor
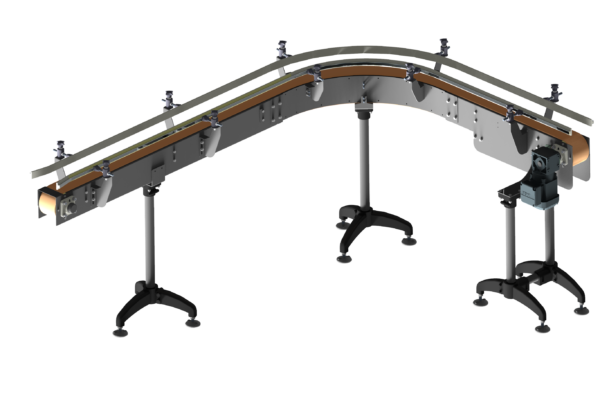
- Curved Chain Pallet Conveyor
Primarily used in the bottling and canning industries, the straight chain pallet conveyor facilitates the transport of loads in a straight line over varying distances, depending on the constraints of your production space.
This system is perfectly suited for the packaging sector; however, for process environments, other types of conveyors with different characteristics may be recommended.
With its multiple angle and elevation configuration options, our curved chain pallet conveyor seamlessly adapts to your warehouse layout, ensuring efficient and secure transportation.
All the chain pallet conveyors we offer can be equipped with specific options to meet your needs:
- Adhesive or sliding surfaces to facilitate product accumulation (available in various materials, widths, and accessories).
- Flexible lamellas (“gripper chain”) for vertical elevation of your products.
Some businesses have unique conveyor needs and must implement tailored solutions within their warehouses to address the logistical challenges they face. Companies operating in the bottling industry, in particular, face stringent logistical constraints related to the handling of their products. To ensure optimal and safe transportation, they must have an industrial transit system suited to their needs.
Featuring a belt structure designed for bottle transport and, more generally, the movement of accumulated products along the production line, chain pallet conveyors are versatile systems widely used across many industries.